
- Produkte
- Technisch
- Anpassen
- Material
- Über
- Kontakt
Domo in Beilen, Niederlande, gehört zu FrieslandCampina. Seit Jahrzehnten werden an diesem Standort Nebenprodukte der Käseherstellung zu verschiedenen Zutaten und Endprodukten verarbeitet. Alle Endprodukte sind Pulver. In Beilen ist Gerrit de Lange ständig auf der Suche nach Verbesserungsmöglichkeiten. In diesem Artikel sprechen wir mit ihm über die mehr als 1500 Hülsen, die in der Anlage verwendet werden. Wir sprechen über Standardisierung, rotierende Konstruktionen und die Beleuchtung im Lager.
Gerrit de Lange hat offiziell die Position des Teamleiters Verarbeitung in der technischen Serviceabteilung inne. „Ich bin für die Instandhaltung des Verarbeitungsbereichs dieser Anlage verantwortlich. Mit anderen Worten: von der Milch bis zum Pulver. Mein Kollege Jan-Marcel Lunenborg ist für den Verpackungsbereich zuständig.“ Die technische Serviceabteilung hat 40 Mitarbeiter, einschließlich Lager und Arbeitsvorbereitung. Sie arbeiten in Tagesschichten, und nach 16:30 Uhr sind ein Maschinenbauingenieur und ein Elektroingenieur anwesend. Neben der regelmäßigen vorbeugenden und korrektiven Wartung ist De Lange ständig auf der Suche nach Verbesserungsmöglichkeiten und setzt diese um. „Das können Qualitätsverbesserungen, Effizienzsteigerungen oder einfach Kosteneinsparungen durch intelligentere Vorgehensweisen sein. Und jedes Mal kommen wir auf etwas Neues!“
Für die Herstellung von Kleinkindnahrung verwenden wir Molke aus Käsereien. Nach der Entsalzung mischen wir die Molke mit Milch und verdampfen die Mischung unter Vakuum. Die Marke Domo und der Standort in Beilen gehören zum Geschäftsbereich Ingredients von FrieslandCampina (siehe Kasten). Das Verfahren basiert auf Dickmolke und Dünnmolke, die als Nebenprodukte in verschiedenen Käsereien anfallen. Nach der Entsalzung in einem Ionenaustauscher wird die Mischung in einem Verdampfer verdampft und anschließend in einen Kristallisationstank geleitet, in dem sich Laktosekristalle bilden. Die Flüssigkeit wird dann in zwei Ströme aufgeteilt: Laktose (Milchzucker) und Hiprotal. Hiprotal ist ein proteinreiches Endprodukt, das nach dem Trocknen einen Proteingehalt von 45 Prozent aufweist und von der Lebensmittelindustrie als Zutat verwendet wird. Nach dem Trocknen eignet sich Laktose als Zutat für Säuglingsnahrung. Neben der Herstellung verschiedener Zutaten produziert das Werk in Beilen auch eine Reihe von Eigenprodukten wie Kaffeeweißer und Säuglingsnahrung. De Lange: „Wir haben die Produktion von Kaffeeweißern eingestellt, um uns voll und ganz auf die Herstellung von Säuglingsnahrung zu konzentrieren. Wir produzieren diese unter Eigenmarken und unserer eigenen Marke Friso.“
Derzeit sind 450 Mitarbeiter in Beilen beschäftigt, aber bald werden weitere 45 Mitarbeiter aus der Zentrale (die sich derzeit noch in Zwolle, Niederlande, befindet) hinzukommen. Die Produktionsanlage ist an 365 Tagen im Jahr in fünf Schichten voll ausgelastet. Die Abteilung für Kleinverpackungen (Beutel, Dosen) arbeitet in drei Schichten und die Abteilung für Großverpackungen (Sackware, Big Bags) in fünf Schichten.
De Lange: "Wir haben eine strikte Trennung zwischen trocken und nass während des Herstellungsprozesses. Der erste Teil, der sogenannte Vorverarbeitungsbereich, ist nass. Dann gelangen die Halbfertigprodukte über Düsen unter hohem Druck in den Wirbelschichttrockner. Im Trockenturm wird das Grundprodukt mit weiteren Zutaten angereichert. Von diesem Zeitpunkt an ist und bleibt der Prozess trocken". Der Wechsel der Rezepturen richtet sich nach der Nachfrage. "In Turm 2, der für Spezialitäten bestimmt ist, kann dies einmal pro Tag geschehen. Turm 5, der für die Ernährung von Kleinkindern bestimmt ist, läuft etwa zwei Wochen lang ununterbrochen, und das ist das, was wir gerne sehen. Alle 14 Tage legen wir eine 24-stündige Pause ein, um den Turm regelmäßig zu säubern. Es wird erwartet, dass die Nachfrage nach Domo-Kleinkindernahrung steigen wird, was eine erweiterte Produktionskapazität erfordert. De Lange: "Wir planen die Einführung eines neuen Trockenturms 6, der eine ähnliche Kapazität wie Turm 5 hat, aber mit einer anderen Technologie arbeitet. Und wir haben Pläne für eine doppelte Produktionslinie, in der der Trockenturm wirklich kontinuierlich laufen kann. Außerdem werden wir uns die begrenzten Bereiche genau ansehen: Wie können wir intelligente Lösungen finden, um sie in Bereiche mit mittlerer und hoher Pflege aufzuteilen."
Gerrit de Lange arbeitet täglich an Innovationen und Verbesserungen. „Jeden Tag spreche ich mit Mitarbeitern aus der Planung und Qualitätskontrolle, dem Produktionsleiter und einem Verfahrenstechniker über verschiedene Probleme und neue Entwicklungen.“ De Lange verfügt über viel Erfahrung. Bevor er vor elf Jahren bei Domo anfing, arbeitete er in zwei Käsereien. Er sieht Probleme als Herausforderung für Innovationen. Wenn an einem bestimmten Standort zu viele Probleme auftreten, suche ich nach innovativen Lösungen. Qualität und Hygiene stehen immer an erster Stelle, aber wir versuchen auch, die Produktionskosten durch die Reduzierung von Störungen und Ausfallzeiten zu senken. Daher ist es entscheidend, dass wir genau bestimmen können, wann vorbeugende Wartungsmaßnahmen erforderlich sind.“ Wenn die Anlage modifiziert werden muss, spielt die Qualitätssicherung (QA) eine wichtige Rolle. „Sie stellen viele kritische Fragen. Das führt letztendlich zu Lösungen, die funktionieren, ohne dass es zu unerwarteten Überraschungen kommt.“ Für Gerrit de Lange ist es eine Herausforderung, clevere Lösungen zu finden, und das auch nach Feierabend. Er erzählt uns von der Zeit, als er Probleme mit verstopften Hülsen hatte. Das Entfernen der Hülsen war sehr zeitaufwändig. „Sie hatten verschraubte Flansche, und es dauerte lange, diese zu lösen. Jetzt haben wir eine drehbare Konstruktion entwickelt, bei der der betreffende Rohrabschnitt mit den Muffen mithilfe von Schnellkupplungen leicht entfernt werden kann. Nach dem Lösen der Kupplungen kann die gesamte Konstruktion zur Seite geschoben werden, um den Ein- und Auslass schnell zu inspizieren und gegebenenfalls zu reinigen. Das spart viel Zeit!“
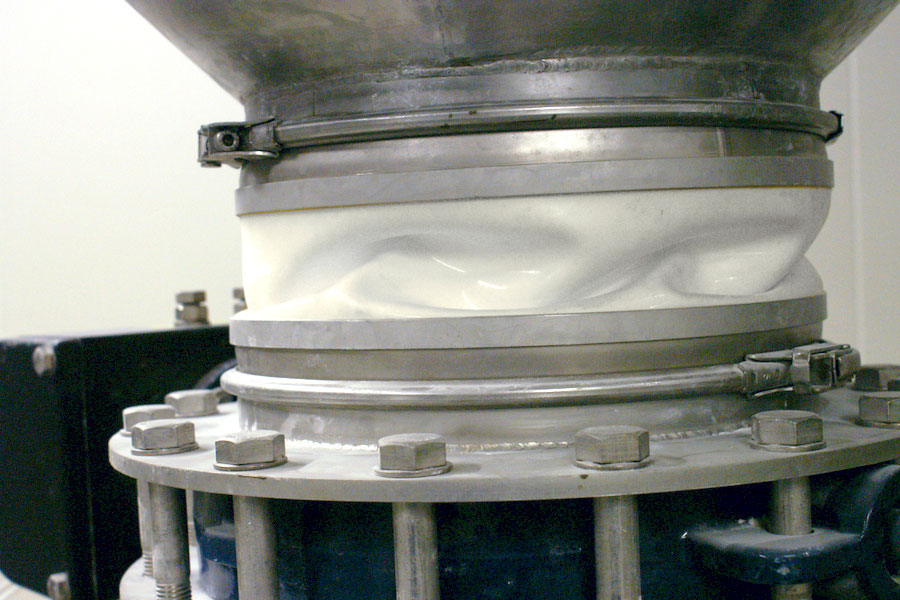
Apropos Hülsen: Der Produktionsstandort in Beilen verfügt über mehr als 1500 davon. De Lange: „Einer unserer Servicetechniker ist fast ausschließlich mit der Wartung, Inspektion und dem Austausch aller Hülsen beschäftigt. Wir arbeiten seit Jahren mit Euromanchetten zusammen, und sie helfen uns dabei, einige Dinge zu ändern. Zunächst einmal möchte ich die große Vielfalt an Hülsen auf eine begrenzte Anzahl von Größen reduzieren. Wir haben geschätzt, dass wir derzeit einige hundert verschiedene Größen haben. Ich glaube, wir können diese Zahl auf einige Dutzend verschiedene Größen und Typen reduzieren. Ich möchte die meisten Größen so weit wie möglich auf 250 mm und 100 mm Höhe ändern. Das mag schwierig sein, aber derzeit haben wir zu viele Hülsen, die sich nur um einen Zentimeter in der Länge unterscheiden – das können wir viel besser machen.“ Domo hat auch die Verwendung von doppelwandigen Hülsen eingestellt. Diese wurden verwendet, um die Geräuschentwicklung während des Produktflusses zu reduzieren. De Lange: „Aber es gibt immer Geräusche im gesamten Gebäude, sodass sie überhaupt keine Wirkung haben. Und es besteht immer die Gefahr einer Kontamination, wenn die Innenwand undicht wird und Produkte oder Reinigungsmittel in den Spalt zwischen Innen- und Außenwand gelangen.
In Beilen gibt es einen gut sortierten Bestand an kompletten Hüllen und Materialien. Gerrit de Lange: "Wir haben die meisten gängigen Größen auf Lager, und die meisten davon sind Filcoflex-Muffen mit Schnellkupplungen (Jacob-Dichtungen). Und wenn wir einen anderen Manschettentyp benötigen, kann Euromanchetten diesen in der Regel schnell aus seinem großen Lagerbestand liefern. Etwa 80 Prozent unserer Manschetten sind transparent, um eine visuelle Kontrolle des Produktflusses zu ermöglichen. Derzeit testen wir PU-Hüllen, die nicht nur transparent, sondern auch antistatisch sind. Die Unterschiede bei den Materialien bleiben jedoch bestehen, je nachdem, welche Art von Produkt verarbeitet werden soll und ob eine Trocken- oder Nassreinigung erforderlich ist. Für die Nassreinigung müssen die Sleeves einer Einwirkung von Lauge und Wasser mit einer Temperatur von 80°C standhalten." Alle Änderungen werden akribisch aufgezeichnet, um unsere Dokumentation auf dem neuesten Stand zu halten. Auf diese Weise ist immer klar, welche Größe und welches Material ein bestimmter Ärmeltyp hat. De Lange: "Das vermeidet Fehler beim Austausch von Hülsen und macht die Nachbestellung bei Euromanchetten sehr einfach. Übrigens: Die durchschnittliche Lebensdauer einer Hülse beträgt je nach Einsatz meist mehr als ein Jahr. Allerdings verkürzt sich die Lebensdauer durch Lichteinwirkung, also durch UV-Strahlung. Deshalb werden die Lichter im Lager automatisch ausgeschaltet. Nichts Ausgefallenes, aber sehr effektiv!



Filcoflex ist auf die Entwicklung
und die Herstellung von
flexiblen Verbindungselementen aus Polyurethan, Silikon, Gummi und Textil für den Transport von Schüttgut spezialisiert.